FDY���g���P�I���ڼ��z֮����B�m����
�l���r�g��2017-11-07 09:28
ȫ����z��FDY�ǽ���lչ�����ģ������ڰlչ�еĸ�Ч���������ˮƽ���z�ӹ����g��������Ҏ�����ټ�����������ȫ����z�Ĺ�ˇ·��(UDY-D������POY-D��)׃�鼏�z�����B�m�M�е�һ������ˇ·�����������H��ˇ���̿s�̡�����Ͷ�Y��������������ҮaƷ�|���������������a�ɱ�����������aЧ����ߵȡ�һ��������ȫ����z�Ĺ�ˇ·�����S�����Ŀǰ�γɹ��I�����a����Ҫ����l�����FDY���g���P�I���ڼ��z֮����B�m���������
1
��݁���칤ˇ·��
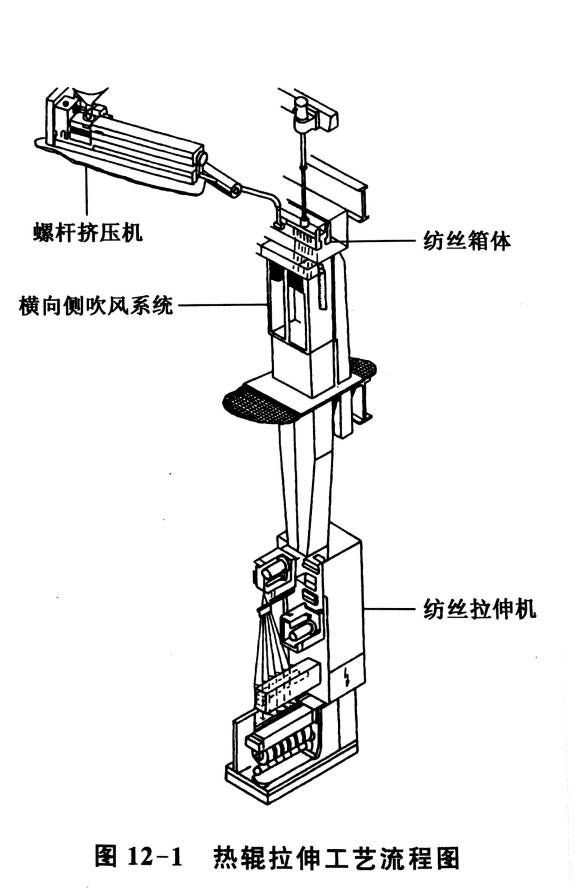
��݁���칤ˇ·����ָ���z����֮�������ß�݁�M������Ͷ��͵Ĺ�ˇ·�������@���_�l���硢��������һ�l��ˇ·���������20���o60����_ʼ���F���ټ��z��݁�B�m���칤ˇ������Ժ��ٲ���������������20���o80����lչ�����ټ��z��݁�B�m���칤ˇ�������͵Ĺ�ˇ������D12-1��ʾ���ԓ��ˇ·���`��������������a�κβ�ͬ���Ե�ȫ����z�����
�ɈD12-1�ɿ��������݁���켏�z��ˇ·���У��ݗU�D���C������w�������z�����c��Ҏ������ټ���ͬ������ͬ�������w�����̻����w�S��Ҫ�R���M������������������ھ��@�C���M�С�
���F�����ɟ�݁�Г�����һ���Ѓɂ���݁�������������Ľz���ڵ�һ��݁(��P)���@8��10Ȧ���Ա㌦�z�M�г�ּӟ��������ֹ����r����һ����݁������ӟ�������������ضȡ��ٶ��^�������������ٶȼ��鼏�z�ٶȵڶ���݁���ͼӟ�����ã���ض��������ٶ��^��һ����݁����������z�������@6��8Ȧ��ͬ���Ǟ��˳�ּӟᶨ�ͺͷ�ֹ����r�������ڃɂ���֮݁�g��ɡ�
�������aƷ�N����Ҫ����������ڵ�һ��֮݁ǰ��ڶ���֮݁���b�W�j���졣�ڵ�һ��֮݁ǰ�ӾW�j�����ʹδ����Ľz���������õı��������Ķ��p������r�a��ë�z�͔��^�����������������������
�ڵڶ���֮݁���b�W�j�������߳�Ʒ�z���@������������ʹ����������������ʹ�Õr����{���p�{�����˷�����݁�ض������������ɢ���ܺĺ��ƭh����ͨ��ÿ����݁�����б����䣬���^�r���_�������\�Еr�P�]��������@�^���ٶ�һ���Ե��ڵڶ���݁�ٶȡ�
�z�����^����;o���ᶨ���Ժ��a���տs�������@�^���OӋ�ɰ��ԄӺ�ȫ�ԄӃɷN��ʽ�����ȫ�Ԅ����D�QͲ���Եõ��L����ȫ��ͬ��Ͳ����������m���C���˲����ğo��܇�g�����
�������z�������ٶȲ�ͬ�������݁���칤ˇ·���ɷ֞����N��ʽ���ÿһ�N��ʽ���в�ͬ���c��
1.���ټ��z����
���ټ��z����ĸ�����z�O���c��Ҏ����ͬ����һ��݁���ٶȞ�1000m/min������������;��@�ٶ���4000m/min����(3200��3600m/min)��������@�������_�l�ļ��z���칤ˇ·�����������c���O���\�D�ٶȵͣ���������;S����������r�������������㵫Ч���^��������
2.���ټ��z����
���ټ��z����ļ��z�ٶȞ�1400��1900m/min��������;��@�ٶ���SOOOm/min����(4200��4800m/min)�����������c�����aЧ�������������O���Ҫ���m������Ͷ�Y�^���������\�к������^��������
3.���ټ��z����
���ټ��z����ĸ�����z�O������c���ټ���ͬ���������z�ٶ���3200m/min����������������ٶȴ���5000m/min�������c�����aЧ�ʸ����ͬ�r���O���Ҫ����������Ͷ�Y�^�����^�`��������������ٶȿ����a�T��;��ܶȽz�Ȳ�ͬ���Ե�����z����������������aPOY.
2
ˮĤ���칤ˇ·��
ˮĤ�����ַQ���w�ӑB�����������������QHDS.ԓ��ˇ·���ɵ�Nordfaser��˾�_�l����������m�ü���]������߀�m���ڼ��\�]��
ˮĤ���칤ˇ·���еĸ������������z�O���c���ټ��z��ͬ����������b�ð���һ��HDS��һ����݁�������HDS�b����һ�Mˮƽ���b���մɰ��M�ɣ����������ճ��c��(Ҋ�D12-2)���
���������Ľz����ͨ�^ˮ����ˮ����ڽz���γ�ˮĤ�������ÿ���z�քe�M����Ե�HDS�b�ã���݁���z����ҷͨ�^HDS,���z�M�г���������������r�ճֽz�l�����ǽz�������ˮĤ�c�մ�֮�g�����w�ӑB�����������
��݁�����^����Ľz�M�ж�����������dz����������������ˇ�ϲ��������@�zȦ���폊������Ч������һ���@�z12Ȧ���ҡ��c������ˇ·����ͬ���ǽz�������춨���Ժ��M�����������
ˮĤ���칤ˇ·���в���һ����݁���O��Ͷ�Y������ȿ����aFDY,�ֿ����aPOY���������ڿ����w�����M����������������l��׃����������ʹ�z�IJ���������횽����z�˺��{�����쏈����
3
��ܷ����z���칤ˇ·��
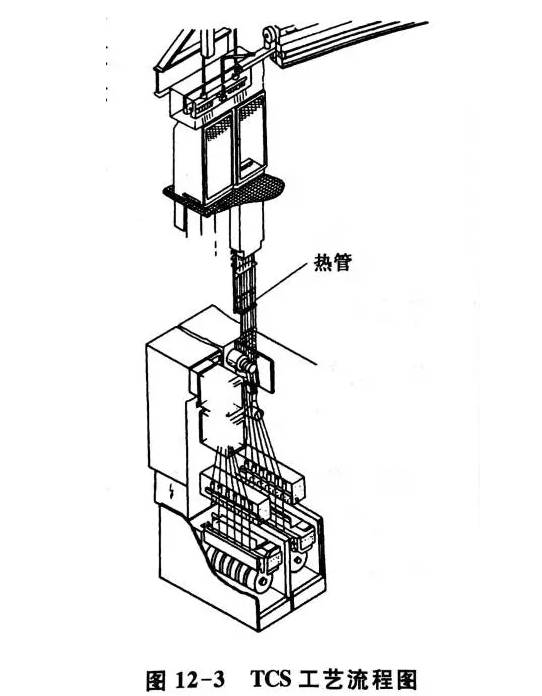
��ܷ����z���칤ˇ��ָ������λ�����b�П��(����)�����������s���εĽz���M���ټӟ���������ܟ�z���ğ����Ժ͑T�ԣ����^�ߵļ������z���M������Ͷ��͡��@�N��ˇ·�����QTCS��Ҋ�D12-3����
��ܷ����z���칤ˇ·���еļ��z����s�����cһ����ټ���ͬ����ܰ��b��λ�ñ���ڽz����s���������ض�Tg(80��)���µĵط���������@�Cһ�㎧�Ќ��z�P�����Ա��^������{�����@���������@�ٶ���4000m/min��������
TCS��ˇ·��������Ч��ȡ�Q�چνz���ܶ����������z����������ľ��x����ȡ�ٶ����������ܵ��L���������λ�ú͜ضȵ����������ܷ���FDY��������՚������z�l������݁����ͨ�^�ɂ������݁�C�������춨�ͽz�l������׃�οɆΪ����������������ƃɂ���݁�Ĝض���������@�ٶ������������ȣ��ɼ������|����FDY�z�l�����
�c��݁�������������ܷ��Ӵ��ˇ��z�岿�ֵ������������������׃�������^С�����m�φνz���ܶ��^С�Ĝ�]�L�z���a������ܲ��ӟ�����������Á����aPOY����
��ܷ����z���칤ˇ�O����^�����������Ͷ�Y�^�ͣ������;S���������������������ø��ټ��O������������������Ҹ������С�����ß�ܷ����z���칤ˇ·���Ƶõij�Ʒ�z��Ⱦɫ���ܺ���ȫ����z���������w�S�ĽY��������|�cȫ����z����в�����
4
���z��P�������ⶨ��ˇ·��
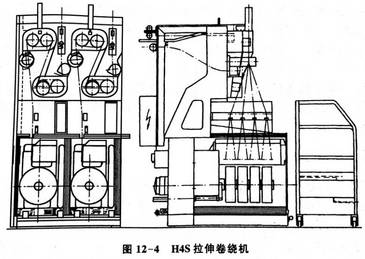
���ټ��z��P������������ˇ����ʿӢ�������̹�˾�_�l�ɹ�������Ҫ�����\�]���a���Ҳ�����ڜ�]�L�z�����a���ԓ��ˇ·�����QH4S(Ҋ�D12-4)��
���ټ��z��P������������ˇ·���еĸ�������������z�����c���ټ���ͬ����������Ľz�ɃɽM�Ɍ��ij�������݁���죬Ȼ���M���������M�Пᶨ���������������a���đ���������a���Y������
�z��ÿһ�M����݁���@3��4Ȧ���������ֹ�����������b�оW�j����������������z�M�оW�j�ӹ�����x�_�W�j������������鶨������ʹ�������һ����݁���ٶȼs4000m/min���ڶ�����݁���ٶȼs5300m/min������@�ٶȼs5000m/min���
������(����)���O���Ś�������ɰ��^�������͓]�l�����ļ��z�̈́����F���������ɸ��Ʋ����h�����p�ٿ��{ϵ�y��ؓ�����������ټ��z��P������������ˇ·��ʹ��������P���O��Ͷ�Y�^�ͣ��S�������^���Ρ�
5
�����ټ���ˇ·��
���z�ٶ���6000m/min���ϵķQ�鳬���ټ���6000m/min�ļ��z�ٶ��Ƶõĸ�ȡ��z(HOY)�����L���^����Y���cFDY����^�������7000m/min���ϵļ��z�ٶ��Ƶõ�ȫȡ��z(FOY)�����Y���cFDY������ͬ���
�����ټ��z���g�������͵ļ��z���g����ԭ����Ƭ�����ڔD�������A�^�V�ͼ��z����̈́������@�����^�ߵ�Ҫ�������ٶ��^���������p�ٿ՚����������ͼ��z���������������O���OӋ�鳬�̳�(Ҋ�D12-5)������������ټ��z��ˇ·���Ĺ�ˇ���̶������O�了�������aЧ�ʘO������Ƿdz��аlչǰ;�Ĺ�ˇ·������
�����ټ��õ���FDY(�������T�QFOY)�aƷ��Ⱦɫ�����ڳ��س����l���¾Ϳ�Ⱦɫ����ģ���O�������m����������q�����������ܛ�Կ��������
����������
������C http://www.zhiwuqiangliji.com