����ĥ�Č��
�l���r�g��2017-12-04 13:53
����
����
AISI 1020��̼䓰��ڲ�ͬ�yԇȦ����ԇ�ʮ��ԇƬ��
���l��
ĥ����=ԇ�ǰ����һԇ������
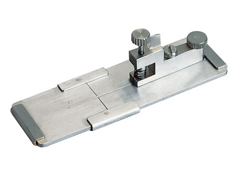
��a������o������B
��b��ĥ݆��H��18
��c�����أ����a��������1000g(��500g)
���E
(1)�����C�����m���Դ���_��ON����
(2)�O���yԇ�������yԇȦ�������m�����L�ٶȵȡ�
a.�yԇȦ�����O��������“SELECT TEST CYCLES” �I��ݔ��yԇȦ�����ٰ�“ENTER”�I��
b.���m�����L�ٶȵ��O�����x�����Oֵ��100����Ҫ���Ąt����“SET VACUUM LEVEL”�I��ݔ����L�ٶ�ֵ���ٰ�“ENTER”�I��
(3)��ԇƬ�������ƽ�������������y���ȵ�1mg��
(4)��ԇƬ����ԇƬ�ܲ���ԇƬ�A�A�o��
(5)��ĥ݆���b��ĥ݆�������o�������b�����a������ĥ݆�ܣ� Ȼ��������m�����졣
(6)��“START”�I�_ʼ�M�Мyԇ��ֱ��ԇƬ��ֹͣ�D�ӡ���ԇ���Ҫ�Kֹԇ�ɰ���“STOP”�I���o��ֹͣ�I����
(7)�yԇ��ɺ�ȡ��ԇƬ�^�첢�������ƽ������������ĥ�����t��ԇ�ǰ�������ĸ�׃�Q����
(8)��Ҫ�^�m��һ���yԇ���t����“RESET CYCLES COMPLETED“�I�w�㣬�����������������
ע�����
(1)�ʂ�ԇƬ�ע�����
a.ԇƬ����һ��Ӳ��̎���ߣ��t��܇�Ƴ�ë�ߣ���̎�������Mһ����ĥ�ɘ˜ʳߴ硣
b.���ǰԇƬ���Ա�ͪ��ϴ���ۣ����ø��������ܣ��ֲ��ɽ��|Ħ���档
(2)ĥ݆���l��ƫĥ�ģ��tʹ������ɰ������ԇƬ���Ϯ�ԇƬ��������
(3)���m�����L�ٶ������ȡĥ���w����һ���O����70��
Ӱ���ĥ���Ե�����
1.�����
��������IJ��ϽM����ĥ���^��
2.��������Ĥ
����Ĥ�ɷ�ֹ������^�ã����������Ó�䣬�tĥ�����ࡣ
3.���W������
���g�����������gĥ�p��
4.�������
Ħ����ɢ���^�����^����ĥ�p��
5.Ӳ���c����
Ӳ���Ͻ��|�c׃���٣���ĥ���Ժã������|�����r���������N��������ĥ������
6.����ֲڶ�
�ֲڶȴ�r��������γ����ã���ĥ������
7.������
�����������γ���Ĥ���p��ĥ�����������|������r����Ĥ���ѣ����ٕ������������ĥ������