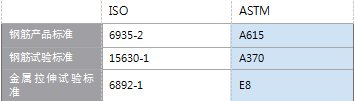
ԇ �˜ʰ���һϵ���g�Z���Y�����Q�ͷ�̖�����_���R��ԇ����g�ռ������P�I��Ϣ����_�����Ϙ˜ʺ����_�؈��Y������������@Щ��Ϣ�dz���Ҫ������������� �˜��M��ԇ߀��횽�������֮�g�Į�ͬ�c����ijЩ��r�£��˜ʽM�����ܲ��ò�ͬ���g�Z��Y�����Q����ʾͬһ�����ԡ��±���ʾ �� ISO �� ASTM �˜��аl�F�Ďׂ���Ҋ�Y��ʾ�����ı����п��Կ�����������ͬ�c���Լ���ͬ�c��
�� ����ӑՓԇ���ƵIJ�����ָ�����C�����Ӹ�M���������������g���١��@�����������c��ԇ������ϱ�“�[��”�������ٌ�������څ��ƽ�������ʹ�õ��� �ŷ�����ϵ�y�����_���������^���и������Ӹ�M��λ�ƈ���ԇ���ơ����ʹ�õ����քӿ���ϵ�y�����_���������^���б��ֺ㶨�ęM�����x���ʡ�����]�п� ��������ָ�������c�����ęz�����õ�ԇ�������֡�
����]��ʹ������Ӌ���t��횸���ԇ�ǰ����ԇ���ϵĘ�ӛ�քӴ_�����L�Y����������һ�����е����L�Y������˜�������ԇ���ѵăɰ�ԇ�����·���һ��Ȼ���ԇ�Ӕ���̎�ɂ��ҵ��Ę�ӛ�M���քӜy����������L�Y�����F�_ͻ��ͨ����Ҫʹ���քӷ�����Q�@Щ�_ͻ��
��֮���ք�ԇ���������Σ���������ه�����ˆT���_ӛ������c���քӜy�����L���ڴ��^���У�ÿ����һ���քӲ��E�Ϳ��ܽ��Ͳ����ˆT��ϵ�y֮�g�Y���Ŀ��؏��Ժ��٬F�ԡ��@���ѽY�����ھ��Р��h���L�U��������Ҫ�����l�����؏�ԇ
�S���䓽���ʬF���@�������c�����@�N��r�£�ͨ�����ʹ��ƫ�÷����_���������ȡ��@Ҫ��ʹ������Ӌ�y����׃�����L�Ƒ���-��׃������Ȼ������ٴ_�� 0.2% ƫ���������� (Rp0.2)��
��F����ԇ�ϵ�y�܉��Ԅ������������ȡ����^���_�J����Cԇ���O�Ì��ڴ_���@��һ�¡��ʴ_���������ȽY���dz���Ҫ�����eע�����·��档
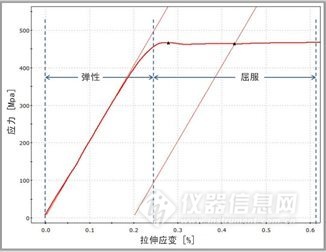
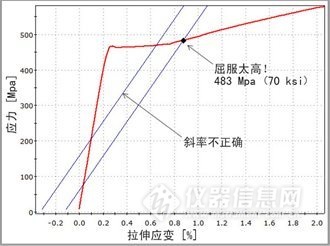
ԇ �˜�������ֱ���M�ϵ�ԇ������ľ��Բ��ֵĸ��N�������˾������������ԅ^��б�ʣ����ڊA�ߊA�o�ͼ��d���ֱ���������A���d��������������������ij��λ�� �c��׃�S�ཻ������ԭ�c��������������ȡ�Q�ڴ˾���б�ʼ��� X �S�ؾ࣬���_�M���O�����P��Ҫ���D���D 10����ʾ���m�����x�ľ���б�ʺ�������ƫ�� �������� (Rp0.2)��
�D 10 — ���_�ľ���б�ʾ��ͫ@�õ�ƫ������ (Rp0.2)
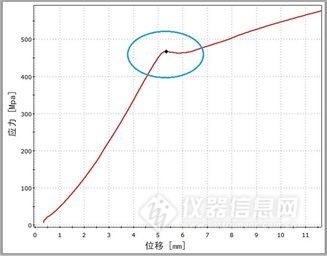
��б�ʾ��O�ò������܌����������ȽY�����ʴ_���e�`����ɲ��ϲ��ϸ��ϸD 11 �еĈD�������D 10 �е���ͬ�D�������^���x����б�ʵ�ֱ���]�����_�ؔM�ϵ�ԇ������ϣ����������ƫ���������� (Rp0.2) ���ڑ���ֵ��
�D 11 — �����_�ľ���б�ʾ��ͫ@�õ�ƫ������ (Rp0.2)
���þ���б�ʾ��� X �S�ؾ��Լ�����-��׃�����đ�׃�S������ԭ�cӋ�㣨���{�����������L�y��Ҳ����Ҫ���@�����ԇ�Y���Ŀ��؏��ԣ�߀�����A���d�Y���r������r����׃�{�㡣
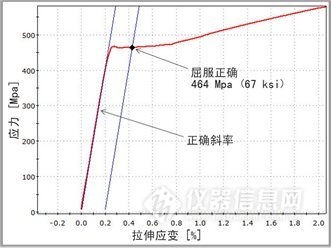
�������� — ƫ�÷��� (Rp0.2)
�� �ڴ_��䓽��������ȵ����ƫ������ 0.2%����˜����U����ƫ�ƾ�ƽ���ڴ����������Ի��ԅ^��ֱ�������Ĵ˾��� X �S�ؾ�ƫ�ơ����˴_�����_ƫ �ƣ�����������^����һֱ�ʴ_�y����׃������׃�x����ɲ���Ӱ푵��κ���r — ���粻��������Ӌ�O�û�ԇ����g���� — ����ֱ��Ӱ��������ȽY����
�� �����g������ԇ���ƿ���������������^�ߡ���ǰ���������������g�����`��ԇ�˜ʡ�����Ҫ���ǣ����ٻ�ԇ��ٶȳ��^�˜����S�ķ�������������������ֵ̓ �ߡ��@�c��ͨ�����a�����@�����c��䓽�ȼ��ϲ�̫���@���������ԭ�����ϸ�IJ��ϱ��e�`�y����ϸ�ͨ�^�_�J��ȡ�����_��ԇ���Ɓ��������L�U��
�d�������L (EUL) ����
ASTM � ��˜ʵ����ڰ汾Ҫ��@���~����������ȽY�������� 0.35% λ�ƕr�đ��������@ʾ���@�����c������䓽�aƷ��Ҫ�˽Y������Ŀ����ʹ ASTM �� ���c�����������f�� (ACI) ����Ҏ������һ�¡������@һҪ��ASTM �� ACI ֮�g�_�����Mһ���ąf�{���� 2014 ����ASTM 䓽� �˜ʺ� ACI ����Ҏ������Ҫ��@���@һ�~��� 0.35% �d��λ�� (EUL) �������ȽY����
���L — �Ԅӷ���
ʹ������Ӌ�r������ֱ�ӏđ�׃�y����ӛ����L�Y�������� Agt ����Ѻ����L�ٷ��� (A5)���@�������Ԅ�ӛ����L�Y�����Ķ��o���ӛԇ�Ӳ���ԇ���քӜy����
�� �ԄӴ_�� Agt �r������Ӌ�����ͨ�^������r�����B�Ӡ�B��Ȼ����ϵ�yԇ�ܛ���Ԅӈ��������c̎�Ŀ���׃����߀�����Ԅ��m������б�ʾ��� X �S �ؾࡣ���^���������Ӌ����Ҫ�ڔ��Ѻ������ք��O�䣬Ҫ������ˆT��������l���������O��Σ�U���S��ȼ���䓽����_���������ܿ�͕��l�����ҵĔ� �ѡ��Ԅ�����Ӌ߀�ṩ��ԇ����g�κΕr�g�c�ԄӲ������һ�ݡ��@�ڱ��o�����ˆT��������Ӌ��ͬ�r���Կ��ԄӲ��@ Agt��
���ԄӴ_�����Ѻ����L�ٷ��ʕr������Ӌͨ����횽��v�����^�̡�Ȼ��ӛ�ԇ�Y���r�_���Ĕ����c̎�đ�׃��ԇ�ܛ��߀����܉�p����׃�ď��Բ��֣�ʹ�Y�������c�քӷ����������@ȡ�Q������ѭ�Ę˜ʡ��������λ���x����̫�������L�Y���������A��ֵ������ɲ��ϸ�
�� �ߣ����ϵ�y�܉��ԄӸ������Ӹ��г̣��M��λ�ƣ��@�Ñ�׃�����ڲ������Ӌ��@��ԇ�Ә˾��L�ȣ��t�����_���������������Ӌ���@�����һ���_������� ��ϵ�y��ȣ����죩�Ͳ���������ϵ�yλ�ơ����J����c��l�����κ����Ӹ�M���г���ȫ��ԇ�����L��ɵġ�ԇ�ܛ������܉��ГQ����Ӌ����c̎�đ�׃ Դ��������׃�y���˜ʻ���Ȼ������á��P�ڔ���λ�ã�߀����һ����̎���������������������Ӌ����˟oՓ���Ѱl����ʲôλ�ã����O�ڊA���Л]�Д��ѣ��� �������Ӹ�M���г̜y�õ����L�����ԫ@��ԇ�����L������������Ӌ���v�����^�̣��@���õ�����һ�µ����L�Y������Ҫ���ٵ�����ԇ
ӛס����ijЩ��r���Կ�����Ҫ�ք����L�������Y������ֱ���c�Ԅӷ������Q���ڽY�����ڠ��h����r�£�ͨ����Ҫ�����քӷ�����
���Y�ͽYՓ
ȫ��͵ط�䓽�aƷ��ԇ�˜��U����䓽�Ҏ������Wԇ�Ҫ�����������ڴ_��ȫ�������a��䓽����һ�µ��|����
�_����ѭ����Ę˜ʣ�������ѭ�������˜ʌ����κ�����ԇ�Ӌ�����f���O����Ҫ�������Mһ�������e�`�،��aƷ�w��ϸ�ϸ���L�U�������u��ԇ��^�̵����з��沢��ȡ��Ҫ�ļm����ʩҲ�ܱ�Ҫ���u����������
· �O�䣨�C�����A�ߡ�����Ӌ��
· ԇ���O��
· �O�ã�ܛ����Ӳ����
· ԇ���ƣ��Ԅӻ��քӣ�
· Ӌ��Y�����Ԅӻ��քӣ�
· �D������