���z��ͶӰ�x
�l���r�g��2018-02-06 08:59
���z��ͶӰ�x��һ�N���T�鼏�����w�ИI�z�释�z��נ��С���Ƿ����������Ƶģ��к���ᘌ��ԡ����z��ͶӰ�x�����Á�z�释�z��ȱ�ݣ������z��ȱ�����z��Ӱ푡�
���z��ĎNȱ�ݼ��䌦���z��Ӱ�
POY���z���a�^����,���F���_�z��ע�^�z���h�z�����ë�z�����^��Ȳ�������r,��ԭ�ϡ� ��ˇ��Ӱ���,���z���ȱ��Ҳ���^���Ӱ푡�
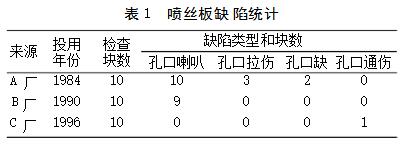
1 ���z��ȱ����ͼ��a����ԭ��
���x��3�M���z���10�K��SG689M���քӇ��z���R�z�x�����z��ͶӰ�x���M�Йz��,�Y��Ҋ��1
�ı�1��֪,Ͷ�����Խ��,ȱ�����Խ��, ȱ�ݱ���Խ�ߡ����z��a��ȱ��ԭ����“����ʹ��”������B,�������z���ʹ�É����s6000��8000h(250��300��),����Ӌʹ��һ��͵È�U,�z�尴1��2.5���,Ͷ��2.5�ꑪ��U��
�����ȡ���ȱ ���z���L����290�����ҵĸߜ���ʹ��,���ܵ��ߜ����w��ĥ�p,�P��r�����ܵ��ε���ĥ�p,��ϴ�r���z���ܵ���ϴҺ�ĸ��g,���l��ʎҺ�w��ĥ�p,��ĥ�p�����ȿ��DZ�Ȼ�ġ���ĥ�p20μm�����释�z������K�Y���Д��˜ʡ���ȱ�������P����������z����ϲ�������ɵľֲ�ĥ�p��
������ ����������M���ֽ��в������������箔�����_���К����ĞVɰ,���z��ij��z����������_����,���z��͕��ܵ�������
��ͨ�� ���z�彛������ϴ,���s�՚ⴵ�ɺ�,Ҫ��ͶӰ�x����יz��,����׃����К�����,Ҫ�É��s�՚����´�,��������Ҫ��ͨ�ͨ�����ͨ�Ҏ��,����,�������^�͕�ͨ���ڡ����۶����׃ȱڿ�����̎��
2 ���z��ȱ�����z��Ӱ�
(1)�����Ȍ����z��Ӱ� ���w��ճ��Խ��,��ţ�D�О�Խͻ�������z��L/DԽС,ë������څ^����Խ����,���wë�����е�����Խ��,�tÛ���Խ���z���������ȿ�,�ஔ�ڿs�������L��,L/D׃С,���Y�r�g�s��,����Û��������� ����Û���ڼ��z��һ�N�����F��,��ʹ�w�S�����Ԡ�B�������ܵ�����,Ӱ��w�S�ļ���,��ֱ��Û����ؕr,�����ճ��,���z���^��
(2)����������ȱ�����z��Ӱ� ����������ȱ�ڕr,���w�����ДD����ֱ�ڰ���,�γ�“���_�z”��Q��“ϥ��D����”,�z�l�a�����ӺͲ�����ć��z�^����,�l�ɲ���������,��ӹ�����׃��,ë�z�����^����,Ⱦɫ������“���_�z”���ؕr�t�l��ճ��,�a��ע�^�z,���z���^��
3 ��Q��ʩ
(1)������Ҏ�̙z�释�z���呟�����ϴ���R�z,ͬ�rҪ��ҕ�����z����ܙz��
(2)ͶӰ�x����Á�z�������Ƿ��К�����,���Ƿ�ʧ�A,��ֱ���Ƿ�׃����Ҫ�z�释�z���Ƿ�׃�Ρ�������ȱ�p,�׃ȱ��Ƿ�❍�t������B�m׃���wҕ�@�R,�ð呪����@�N�z���O�䡣
(3)���z�尴1��2.5����ʹ�ÝM2.5��r,�б�Ҫ�M��һ���ܙz,�����B�m׃���wҕ�@�R�����z�����K����M�Йz��,�z��ȱ�ݱ����^��,�Ɍ���ȱ�ݵć��z����̭,�������z����^�mʹ��,���z�����Ҫ�s�̡���ȱ�ݱ����^��,Ҫ������̭�������°�,���f�岻�ܻ��á�

һ���aƷ��;��
SG689M���քӇ��z���R�z�x�����z��ͶӰ�x���y�����^�y���܃����������Rȫ���������Σ�ʹ�÷��㣬�V����������ӹ��I�ͼ�С��������ęz�y���b�䣬�e�m���ڇ��z�壬���zñ�����z�^�Ȳ��ϵęz�y��
�������gָ�ˣ�
1.���C׃������ 0.7X~4.5X
2.׃���� 1��6.5
3.�������x 100mm
4.��݆�{������ 40mm
5.�����{������(����)��110mm,
6.������ݔ��늉���220��ݔ����12V
�����O��Ԕ�����g���ã�
1.SG689M���z���R�z�x���C1�_
2.���z���������1��
3.�z���^1��
4.�����R�^1ֻ
5.�����B�Ӿ�1��
6.17���@ʾ��1�_