�[�N��˺�уxԭ��
�l���r�g��2018-05-03 13:21
�[�Nʽ����˺�уx�ַQ�鰣���T����ʽ˺�уx���DZ��^����Ă��y�x������ͨ�^�y���[�N���ܵĜp�����������˺��ԇ�����õĹ�����ԇ��ԭʼ�L��Ӌ���ƽ��˺�������������Y�����Σ�ʹ�÷��㣬�yԇ�����������T�����c���������ڼ������켈�����b���S���ИI����ʹ�á�
�S���F�����ϿƌW����Ӽ��g�İlչԇ�����ܰl���˺ܴ��׃����˺�уx��������̡���ӻ������Ԅӻ��lչ�����^�����̡����ܶ��кܴ�ĸ�׃���^ȥ��Ҋ��˺�уxС���̶���0~16N����1500gf���������̞�0~64N����6000gf�����F����С������0~2N�����������0~300N���^ȥ���ǙCеʽ�x�����S����Ӽ��g�İlչ��˺�уx�ѽ���ӻ������ҳ��F��ͨ�^�y���[�N���ܵĜp������Ӌ��ƽ��˺�����ăx���������̵ăx�������ԄӓP��[�N���еăx�������Ԅ�У�����c���еĿ����Ԅ��Д��x���cˮƽλ�õIJ�������{��ˮƽҲ���Ԝʴ_�yԇ��Ҳ�еĿ����ԄӜy���[�N�Č��H�D�ӑT���ȵȡ�
����˺�уx��У�ʲ����������W�x���ǘ�ֱ�^���M�ܿ���˺�уx�IJ��T�z��Ҏ�����Ѱl��������ʾֵ�z�����������_���y�ڌ�ʩ�����H�Ϻ��������M�Йz����У�ʡ������е����a�S���]�Ї���ij��S�z������ˌ�˺�уx�Ĺ���ԭ���M��һЩ��؞��ʹ���P�ˆT����������У�ʷ����M���о����ҳ��Ќ����еķ��������x�������a��ʹ�ö��кܴ�ĬF�����x��
������W�ĽǶ��v���[�Nʽ˺�уx���|����һ���͔[������[�����^ȥ�кܶ�ط������҂����T�ϷQ��“���Nʽ˺�уx”�����J��߀�ǷQ“�[�Nʽ˺�уx”���_�У����ҿ��ԅ^�e�ڻ����������w�����N�x�������������
�[�Nʽ˺�уx���H�y������ԇ�ӱ�˺�ѕr��˺�ѹ��������yԇ�^�̻��ڹ����D�Qԭ����ͨ�^�y��˺��ԇ��ǰ��[�N�p�ٵ������õ�˺�ѹ����ٸ���˺��ԭʼ�L��ȥӋ��ԇ�ӵ�ƽ��˺�������������ЎN����ȥ���F����һ���y���[�Ą��ܵ�˥�p�������y���[����ǰ�����ĵĸ߶Ȳ�õ��[���ܵ�˥�p����Ӌ��˺������������y���[���ܵ�˥�p�������y����ijһ�c˺��ԇ��ǰ��[���ٶȵ�׃��Ӌ������ܵ�˥�p����Ӌ��˺���������Č����ڜy���[����˥�p���ķ����Q����ܷ��������ڜy���[����˥�p���ķ����Q����ܷ���
һ���[�Nʽ˺�уx�Ļ����yԇԭ��
1���[�Nʽ˺�уx�[�ӕr��������
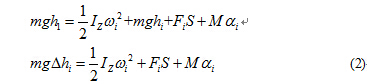
˺�уx��˺��ԇ�Ӕ[�ӕr�����D����ͨʽ��:
˺��ԇ�ӕr�����D����ͨʽ��:
ʽ�У�m—— �[�N�|��
g—— �����������ٶ�
h1—— �[���ij�ʼ��B�ĸ߶�
hi—— �[�N����ͨ����B�ĸ߶�
FiS—— ˺��ԇ������
IZ—— �[�����ڻ��D���ĵ��D�ӑT��
αi—— �[���D��
ωi—— �[�Ľ��ٶȣ����ǣ棨α����һ�A������
M—— ������
�f���������˵Ķ��dz���������i�Ķ����c�D�����P�IJ���׃����׃�������ǣ�����Փ���vM�������D��Ħ�������՚������ȵȣ����dz�����������Пoԇ�ӡ�ԇ�����|�IJ�ͬ�͔[�Ľ��ٶȲ�ͬ�ȵ�����ʹ��l��׃�������^׃����С���ڴ˿ɺ��Բ�Ӌ�����·������ں��Ԕ[���ٶ�׃�����������ص�׃����
2�����ܷ�
��ʽ��1����2���У��[�ڳ�ʼλ�Õr�ٶȞ��㣬���ܞ��㣬��������[˺��ԇ�Ӻ�[�ӵ���һ�ȵ�����c�r���[���ٶ���Ȼ���㣬���ܞ��㣬���ܱ����ģ���һ����˥�p����ӛ䛔[�[��ǰ��ĸ߶ȼ��ɜy��˺��ԇ�Ӻ�[�Ą��ܵ�˥�p�������@��˥�p��Ӌ��˺�����ķ����@���DŽ��ܷ����������̞飺
��3��
3�����ܷ�
�y���[��ijһ�c˺��ԇ��ǰ����ٶȵ�׃���������ɜy���[�Ą���˥�p�������@��˥�p��Ӌ��˺�����ķ������DŽ��ܷ������ڜy���c�ǹ̶��ģ����Ԕ[�ڜy���c�����dz����������صı����ͷdz�С��˺��ԇ��ǰ��׃��Ҳ�����ڴ������ص�׃�����Ժ��Բ�Ӌ���ɣ�1��-��2��ʽ�õ���
��4��
�����[�Nʽ˺�уx�ĽY����������������
�M��˺�уx�ж�N��ʽ�����ǻ����Y����ͬС����Ŀǰ˺�уx�^�e�^�����Ҫ�ǙCеʽ�����ʽ����D1��3 �����ʽ�Є��ܷ��̈́��ܷ��ą^�e��Ҫ�Ǚz�y��ʽ�͂�������ͬ��
�Cеʽ��˺�уx�Ļ�����ʽ��ȫ���DŽ��ܷ��yԇ�C�����vʷ�ƾã�����������S�����a���ж�N���Σ����nj��|��һ�ӵġ���ָ������Δ[�N�Ŀ̶Ș˳���ӛ䛔[�N�D�Dz�ָʾ˺������
�D1
���ʽ����ʮ��ų��F���ǙCеʽ�ĸ��M���yԇ�C�������DŽ��ܷ���Ҳ�����DŽ��ܷ������ܷ��x�������D���a��ӛ䛔[�N�D�ǣ��Ԕ�����ʽ�@ʾ˺���������ܷ��x���t�ڙz�y�c�b�Мy��������ӛ䛔[�[��ԓ�c�r�Ľ��ٶȡ�
1. �Cеʽ˺�уx
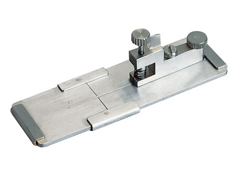
�Cеʽ˺�уx�Ļ����Y����D1���ɵװ�1��ָᘺ͓���2���C��3����ֵ�̶Ș˳�4�����Δ[�N5��ָᘽM��6�����S7���o�A����8���ӊA����9��ԇ���е�10�����Δ[�Ƅ���11�ȽM�ɡ�
1) �װ壺 ���L���λ������Σ������C�Ļ��A�������b�п��{�������ҿɾo�̵ĵ��_�ݽz���C���Լ�ˮƽ�ݡ�ָᘓ��塢���Δ[�Ƅ����ȡ��C�ܰ��b�ڵװ��в���ǰ�������Δ[�Ƅ�����ָᘓ��塣�װ��ˮƽ����Ҫ����ֱ��Ӱ�ʾֵ�Ĝʴ_�ԡ�������Ҳ����Ҫ���ܣ��װ�΄ӕ����Ĕ[�N�Ą��ܣ��a�������`�
2) �C���ϲ��b�����S�M�����в��b���o�A������
3) ���S���b�����Δ[�M����ָᘽM�������S���c�C���B�ӡ��S�е�Ħ������ҪС����Ӱ표yԇ���ȣ��z��Ҏ��JJG��������060—1995��Ҫ�����Δ[�[��25�����ڣ��[���p�ٲ����^1cm���䌍������������Ӌ���ڹ�ʽ�Еr�[���pС�Ķ��ٌ�ʾֵ�ʴ_��Ӱ푲����ǣ����{��Ӱ푺ܴ����[�ϵ����c�ǹ̶��ģ�Ҳ�����f�[��ϵ�y���������Ƕ�ֵ�����S�е�Ħ����������r��ָᘵ�Ħ������Ҫ�����ĜpС�������̕r���ܱ��ֻؔ[�rָᘲ����ӣ�С���̕r�㲻�ܱ��C����ʹ�x���o��������
4) ���Δ[�N��һ���͔[������[�����ǃx���yԇ��Ҫ�Ą��ܵā�Դ�����g��һ�����ο�ȱ���Ӵ����̕r�����Լ��b��ͬ���������؉K���������ؕr��ʹ�[�N�����IJ�׃���еăx���磺�ձ��������ģ��[���g�o�գ����؉K��A�������N���[�����ɠ�B�r�����N���S��ԭ���ĵ����棬�������ؕr�[�N���������ƣ����D�돽���ɜpС���N�|��������߅�������b�л��ο̶Ș˳ߣ��҂�ֱ߅���g�c�C�����o�A�����������IJ�λ�b�ЄӊA������
5) �˳��Á�ָʾ˺����ֵ��������ʹ��ͬһ��λ��ͬ�ӵ�ʾֵ�̾���ʾֵ�����̱������ӡ�
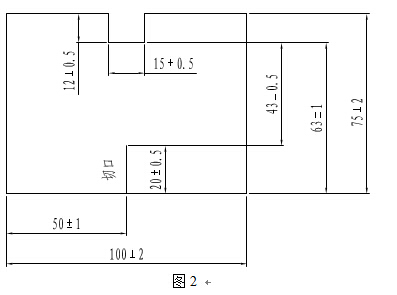
6) �ӡ��o�A�����Á�A��ԇ�ӣ��x�������r��ԇ��˺�ѣ������Δ[�N�Q���Ƅ��ڳ�ʼλ�Õr���ӡ��o�A�����ĊA���摪��ͬһƽ��ȣ�����ƽ��Ҳ��ͬһƽ��ȣ���ƽ��ȵĊA�ֿp�c���D�S���ľ�ƽ�У����x��104mm��ԓ���x���B���c�^���D�����U����ĊA�Ǟ�27.5°��
�D2
��������D�Ǐ�0o�_ʼ��֮�����OӋԓ�A�ǣ�������׃������ҽӽ����ԣ����^130o����157o������׃��څ��ƽ�����Ǿ������ӊA�����ĸ߶�׃��Δ���S�Ƕ�׃������^���ԡ����oֹ�����[���r�ӊA������ƽ��A�ֿp�Ĕ[�ӷ�����֮�g��27.5°��155o
7) �A������ԇ�ӊA����Ȟ�15mm��16mm���ӡ��o�A����֮�g���3mm�����g�b��ԇ���е�����ԇ�ӊA�ֺú��A�����_20mm���пڣ�֮�����п��L�ȴ��ڊA���L�ȣ��������ԇ��˺��ǰ�o�[�Nһ�����o���ӵļ��ٕr�g��ʹ�[����һ���Ą��ܣ������_ʼ�r��ԇ�Ӯa��˺�ћ_�����������^��ԇ�ӵ�˺�ѡ������˜�GB/T3919-83Ҏ��ԇ�ӊA����Ȟ�15mm�nj��ģ�ISOҎ����16mm��GB/T3917.1-1997Ҏ��ԇ�ӊA����Ȟ�15mm��20mm�����е�20mm���e�`�ġ������еďS���v���Ǟ��˷�ֹԇ�ӻ�Ó���䌍����ֹ��Ó���ļӳ����������¹��������20mm�đ���������
8) �����˜�GB/T3917.1-1997Ҏ����ԇ�ӵ��Π�ͳߴ���D2�����е�ȱ���Ǟ�����˺�ѷ����õģ�˺�ѽK���ѿp����ȱ��֮�ȕr������ԇ����U��ȱ��̎ԇ���L�Ȟ�63mm���A�����_20mm���пں�ԇ��Ќ��H˺���L�Ȟ�43mm��
9) ָᘽM����ָᘡ�ָ����������M�ɣ�ָᘃ����b�������S�ϣ��c���Δ[һ��[�ӣ������c���ׄ���ϣ����g��Ħ���K�ڃ��Ĝϲۃ�Ħ���a�������أ����ش�С�������ϵ�����M���{�������Q���̕r���ڔ[�N�|����׃������׃������λ���l��׃������{��������ʹ��λ���_��
10) �װ��ǰ���b�����Δ[�N�Ƅ�����ָᘓ��塣���[�P��r���Ƅ��������Ƅӣ��e�������Ą��ܣ����r�[���£��M�й�������ʼ��B��ָᘾo�����壬�����r�����סָᘣ�ָᘃ������g���ӣ������Y���rָ�����ijһ�̶��ϣ�ָʾ����ֵ��
11) �Cе�[�Nʽ˺�уx�yԇ���ܶȿ��_��1%��F.S������С���̵���С�̶�ֵһ���0.2N��