ʲô�Ǽ��������ȡ�������ϵ����
�l���r�g��2021-01-13 22:13
������ʹ���l�ăɂ�����a���������D���@�r���l��ԭ��ƽ���ڼ��S���w�S�Aб���������������w�S���f��������Ҫ�Ǟ���������ď��ȡ����L�z�ļ����ȿ������ �����ď��ȣ��ֿɮa��ij�NЧ�������������Ķ����Լ������ڿ����е������c���ȵ���ϣ����aƷ�����^�����ܶ����^���Ӱ푡�
�������|��ָ����
��ʾ�����̶ȵ����ȡ���ϵ��
��ʾ�������������

����T
���ȣ�������λ�L�ȃȵ����ؔ������z������Ť�DһȦ��һ�����ء�
Ttex���ؔ������ȣ���/10cm�����ͼ������ã�
Tm �����������ȣ���/m������ë���ͻ��w�L�z��
Te ����Ӣ�����ȣ���/Ӣ�磩
1Ӣ��=2.54cm Ttex=0.1Tm=3.937Te
���ȵĜy������
�҇����õ����Ȝyԇ������ֱ��Ӌ�����������������ɷN�����w�S���ɾ�ԇ�һ�����ֱ��Ӌ�������������t��������������������߀�ж��κ��������������������Ʒ��ȡ�
01��ֱ��Ӌ����
��һ�������£��Aס��֪�L�ȼ����ăɶˣ�һ�˹̶�����һ�˰����������@�S����D��ֱ���ɾ��еĆμ���μ����ͽz�еĆ��w�S��ȫƽ�О�ֹ����ȥ�����ؔ�����ԓ����ԇ���L�ȃȵ����ؔ���
02������������
��һ�������£��Aס��֪�����L�ȵăɶˣ�һ�˹̶�����һ�˰����������@�S����D_�y���������ͷ��������؏͵���ʼ�L�ȕr�����ؔ���ԓ���ؔ����鼆��ԇ���L�ȃȵ�������ăɱ���
����Ӱ푼����ď����������ԡ����ԺͿs�ʵ�ָ�ˡ��S���������ȵ����ӣ��䏊��������ģ������Ȳ��ܳ��^һ����ֵ����t�䏊�������½����@һ��ֵ�Q�鼆�����R�����ȡ���ͬԭ�ϵļ��������R�������Dz�һ�ӵġ�һ���ڝM�㏊��Ҫ���ǰ���£���������ԽСԽ�ã�������ȵ����ӕ�ʹ�������ָ�׃Ӳ�������½����s�������@Ҳ���L�z��һ��M�����������ټ����ľ��ʡ�
���⣬���Ȍ��������w�e������ֱ��Ҳ��Ӱ푣���������ʹ���ľo�ܶ����ӡ���һ�������ȣ������w�e�����S���ȵ����Ӷ�������ֱ���S���ȵ����Ӷ��pС���Ķ�ʹ����ĸ��w�Ժ����m�ԵȰl��׃����
�������ȑ�������ͬ�Ŀ�����;�����x��
������Ҫ�����^�ߵď��ȣ����ȑ���һЩ��
������ᘿ��ü�����ܛ�����ȑ�СһЩ��
�C����ᘿ���q�����ü������ȑ�СһЩ����������q��
��ˬ�ĿU��Ҫ����л���ͦ��ˬ�����c���������ȑ���һЩ��

��ϵ��
���Ȳ����Á����^��ͬ�ּ������ļ����̶ȣ������ͬ���ȣ��ֵļ��l���w�S�ăAб�̶ȴ��ڼ��ļ��l���ڌ��H���a�У�������ϵ������ʾ�����ļ����̶ȡ�
��ϵ���ɸ������������Ⱥͼ����ľ��ܶ�Ӌ����õ��ġ�
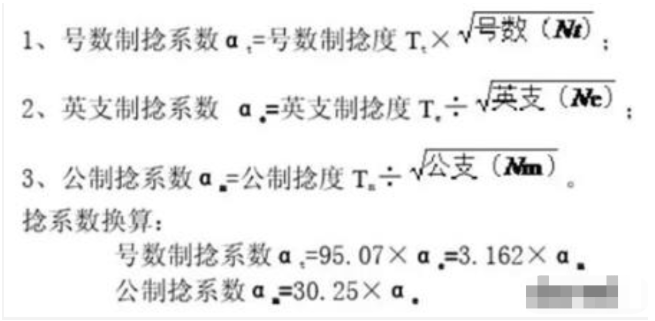
��ϵ���� �Y�Ͼ��ܶȱ�ʾ���������̶ȵ�������ֵ�������ڱ��^��ͬ�ּ������ļ����̶ȡ�ֵԽ������̶�Խ��
��ϵ�����x����Ҫ��ԭ�����|�ͼ�����;�Q����
�ü��L�w�S�����r��������ϵ���ɵ�Щ
�ôֶ��w�S�����r����ϵ������һЩ
������Ҫ�^�ߵď��ȣ���ϵ������һЩ
������ᘿ��ü�һ��Ҫ����ܛ����ϵ����СһЩ��
�C����ᘿ���q�ü�����ϵ����С����������q��
��ˬ�����ᘿ����¿���Ҫ����л�ͦˬ���L������ϵ������Щ��
�������Ȳ�ͬ����ϵ��Ҳ��ͬ�����ļ�����ϵ������Щ
һ�㻯�w�Ĵּ���ϵ���^�����ޕrСһЩ�������ͻ��w�r�鼏����50%��60%�������L���w�r�s�鼏����40%��50%�����w������ҕԭ�ϷNͶ���������
һ�㳣Ҏ��������ϵ�����£��h�V���C����360-400���h�V��ᘿ���320-360���h�V����֧��q��280-320��������400-440.
����
������ָ���������μ��е��w�S��ɾ��Іμ��ʬF�ăAб��������Z����S��ɷN���������z����������½ǃA�����Ͻǣ��Aб�����c“S”���в���һ�µķQS�������������������������½ǃA�����Ͻǣ��Aб�����c“Z”���в���һ�µķQZ����������һ��μ�������Z�����ɾ�����S����